
2023年01月26日 10:13:58 来源:上海浦量元精密机电有限公司 >> 进入该公司展台 阅读量:7
工具显微镜能检测各种刀具,其中麻花钻具代表性。本文给出的测量解决方案,符合国家机械行业标准:JB/T 10231.1《刀具产品检测方法 第2部分:麻花钻》。
1.检测器具
以工具显微镜为主;以游标卡尺、外径千分尺和V形铁为辅。
2. 工作部分的直径和倒锥度
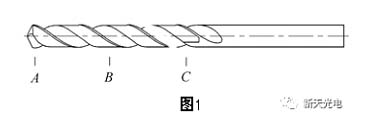
如图1所示,用外径千分尺测量麻花钻工作部分A、B、C部位的直径。以A、 C部位直径之差,计算倒锥度。
3. 钻芯厚度
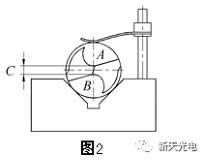
如图2所示,将麻花钻工作部分放在V形铁上,用弹性压板夹紧,直立放在工具显微镜上,将钻芯厚度方向调整至与Y坐标平行,用测角目镜瞄准分别A、B处,测量钻尖处钻芯*薄处的厚度C。
4 .钻芯对工作部分轴线的对称度
如图2所示,在上节所述测量状态下,用测角目镜瞄准沟槽槽底A点,读取Y坐标读数,再旋转麻花钻180°,瞄准另一侧沟槽槽底,读取Y坐标读数,两次读数之差,作为对称度测量结果。
5. 工作部分对柄部轴线的径向圆跳动
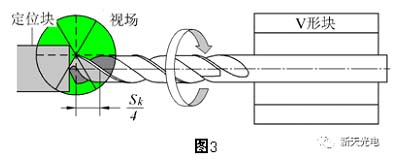
如图3所示,在工具显微镜的工作台上安装V形铁和定位块;将麻花钻柄部放在V形铁上,钻尖紧靠定位块,并使两刃带端点等高。用测角目镜瞄准一侧切削刃与刃带相交处,读取Y坐标;再将麻花钻旋转180°,瞄准另一刃带,读取Y坐标,取两次读数差作为测量结果。
在距刀尖1/4导程(Sk)处重复上述操作,测量该处的径向圆跳动。
6. 切削刃对工作部分轴线的斜向圆跳动
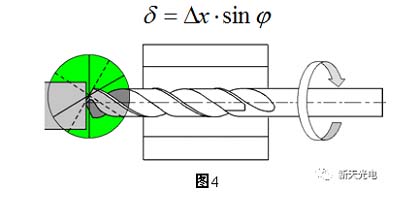
如图4所示,在上节所述测量状态下,将V形铁移至麻花钻工作部分,转动测角目镜米字线与一侧切削刃相切,读取读数X坐标,再将麻花钻旋转180°,读取米字线与另一切削相切时的X坐标,取两次读数差的优良值Δx,按下式计算斜向圆跳动 δ。
7 .沟槽分度误差
如图5所示,将麻花钻工作部分放在V形铁上,用弹性压板夹紧,直立放在工具显微镜上。转动麻花钻,使两刃带端点D、E连线大致至与X坐标平行,用测角目镜瞄准D、E点,读取Y坐标yD,yE,再旋转麻花钻180°,再次瞄准D、E点,读取Y坐标y'D,y'E,按下式计算沟槽分度误差ΔF。
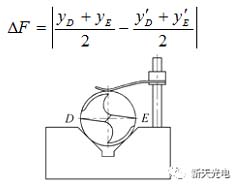
图5
8. 刃带宽度
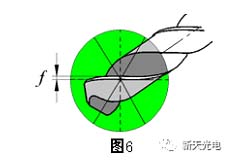
如图6 所示,在工具显微镜的工作台上安装V形铁;将麻花钻放在V形铁上,调整V形铁,使外圆顶部的螺旋线方向与X坐标大致平行,用测角目镜瞄准刃带两侧,在Y坐标读取刃带宽度f。
9. 刀背直径
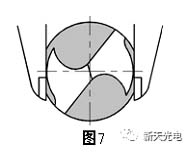
如图7所示,用游标卡尺测量刀背直径。
10. 顶角
如图8所示,将麻花钻水平放在V形铁上,并使两切削刃处于水平,用测角目镜米字线与切削刃相切,读取角度示值;移动Y坐标并转动米字线,使米字线与另一切削刃相切,读取角度示值;以两次读得示值之差的补角,作为麻花钻顶角2φ的测量结果。

11. 切削刃外径处的后角
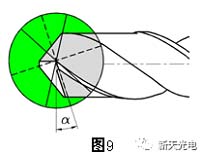
如图9所示,将麻花钻水平放在V形铁上,使其轴线与工具显微镜X坐标平行;转动麻花钻,使其切削刃处的刃带朝上,然后转动米字线使其与后面和刃带的交线相切,在测角目镜中读取后角α。
12. 横刃斜角
如图10所示,将麻花钻放在V形铁上,用弹性压板夹紧,直立放在工具显微镜上,将切削刃方向调整至与X坐标平行,将测角目镜米字线转至与横刃平行,在测角目镜中读取横刃斜角λ。

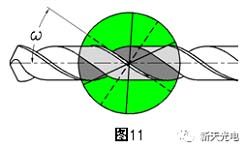
13. 螺旋角
如图11所示,将麻花钻水平放在V形铁上,使其轴线与工具显微镜X坐标平行,然后转动米字线使其与麻花钻刃带相切,在测角目镜中读取螺旋角ω。
以上检验方法,适用于新天牌JX系列工具显微镜和CX系列刀具检测仪。上海浦量元精密机电公司竭诚为您提供上等服务。



