
2023年01月26日 10:36:31 来源:上海浦量元精密机电有限公司 >> 进入该公司展台 阅读量:15
在光学加工中,常采用单点金刚石刀头切割光学表面。刀头的形状误差或波纹度会影响光学表面。泰勒·霍普森的 Talyrond 595H高精度圆度测量系统可以通过测量形状误差帮助改善刀头的制造过程。
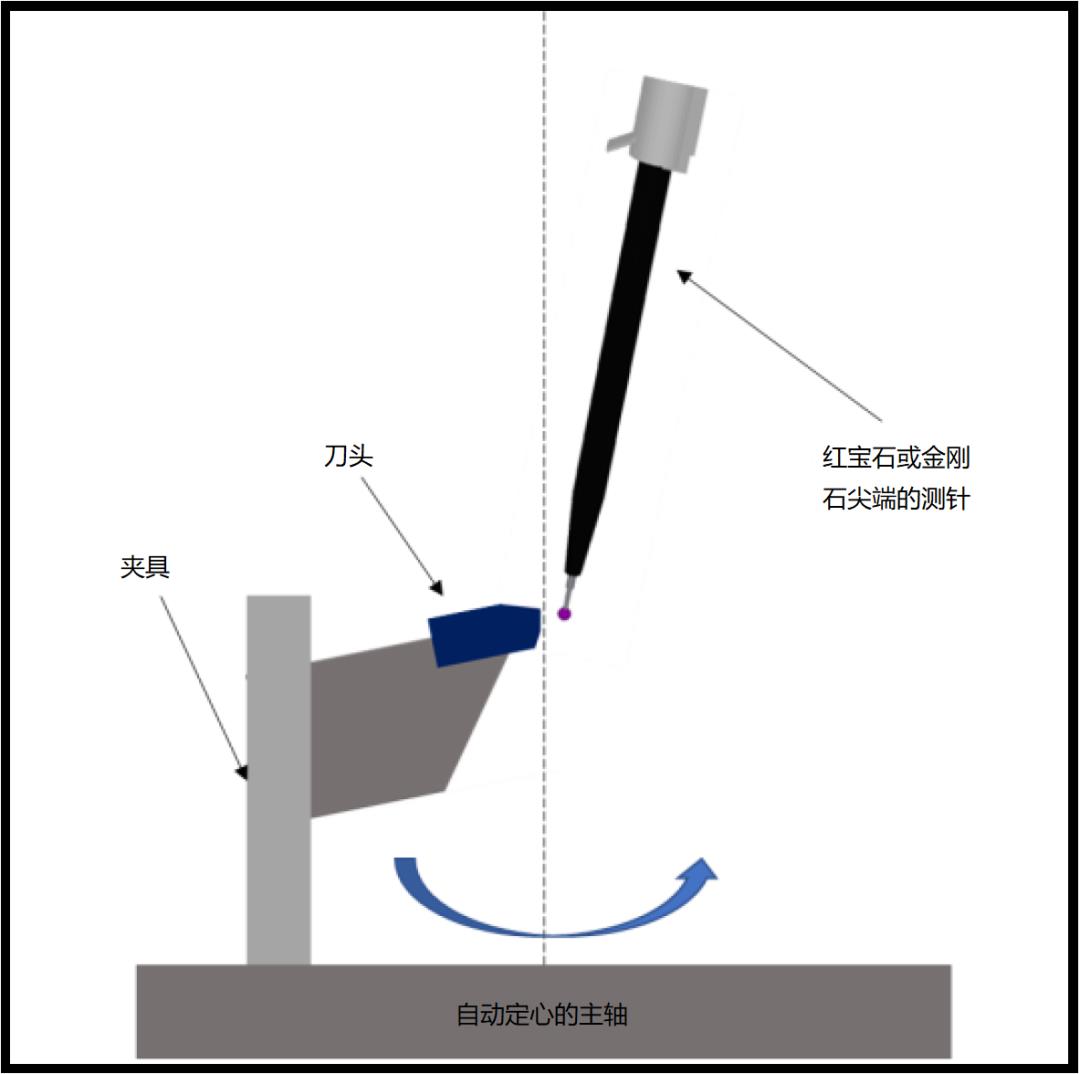
图一, 测量装置示意图
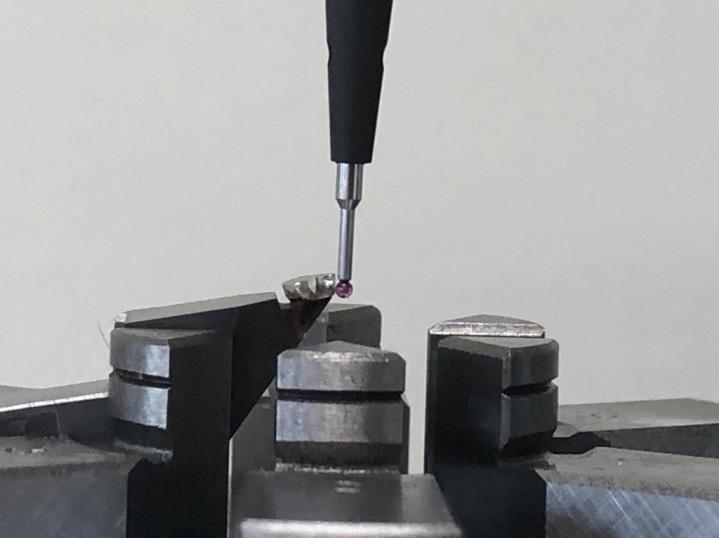
图二, 刀具装夹在TR595H上
测量时刀头须向上倾斜装夹,使刀头的圆柱形切削面平行于圆度仪立柱(如图1和2所示)。切削面的圆柱中心名义上对齐主轴中心,并使用部分圆度测量的自动程序**调整零件中心,使其相对于主轴的偏心小于0.3μm。
随着工件**找正,Talyrond 595H的高精度空气轴承主轴带动刀头旋转,测针通过切割扫描,传感器每0.005度采集一个数据点。这种计量方法使用了回转精度为0.015μm的精密测量轴,以实现刀头和钻石或红宝石测针之间的单点接触。
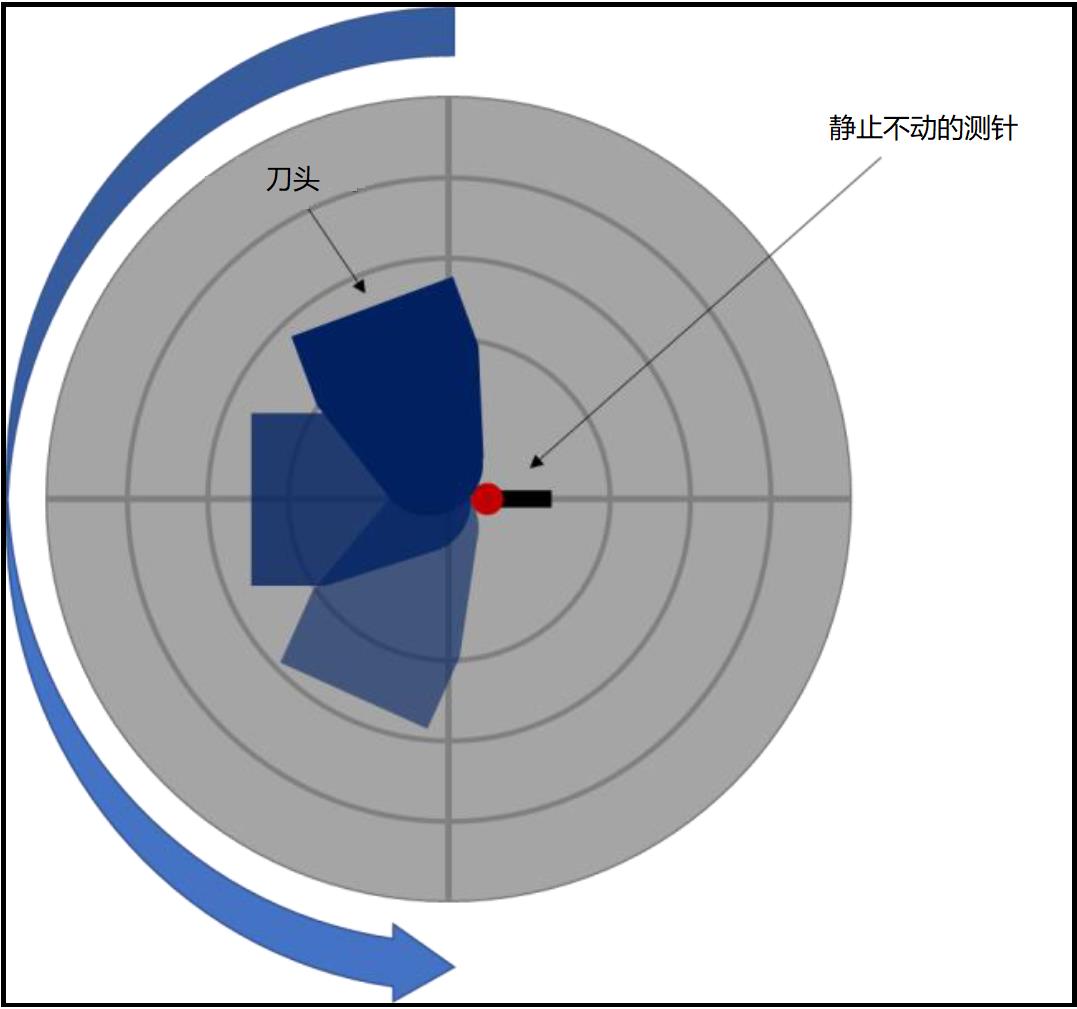
图三, 测量示意图

图四, 波纹度的结果示例
如果您想进一步了解泰勒·霍普森(Taylor Hobson)的多样化、全系列的接触式和非接触式测量解决方案, 请联系我们。
上海浦量元精密机电有限公司还将为您提供全系列的TAYLOR HOBSON的intra、i系列、PGI系列粗糙度轮廓仪、非球面轮廓仪、圆柱度仪TR565H、圆度仪TR131C、大型圆柱度仪TR450、光电自准直仪等产品的咨询和服务。



